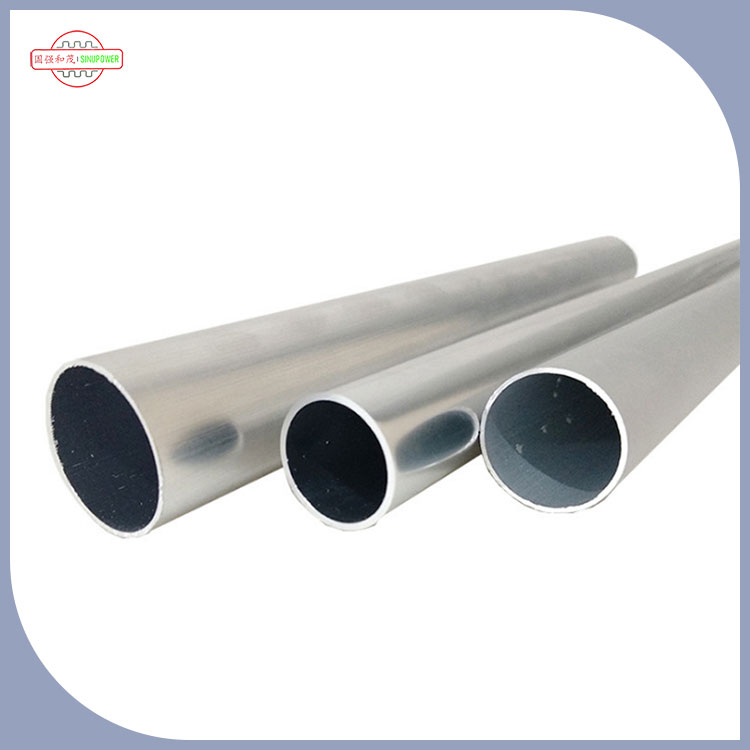

Tuburi ovale platesunt ovale plate în secțiune transversală (axă lungă 80-200mm, axă scurtă 30-80mm), iar probleme precum secțiunea transversală și burr-urile excesive sunt predispuse la tăierea unghiurilor drepte. Procesele și instrumentele profesionale sunt necesare pentru a realiza o prelucrare precisă pentru a asigura calitatea sudării sau asamblării ulterioare.
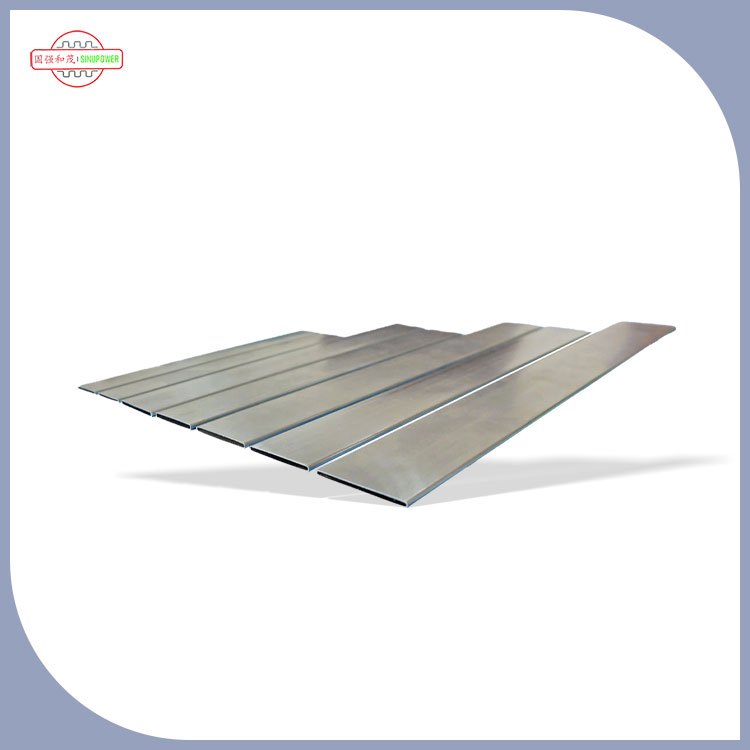
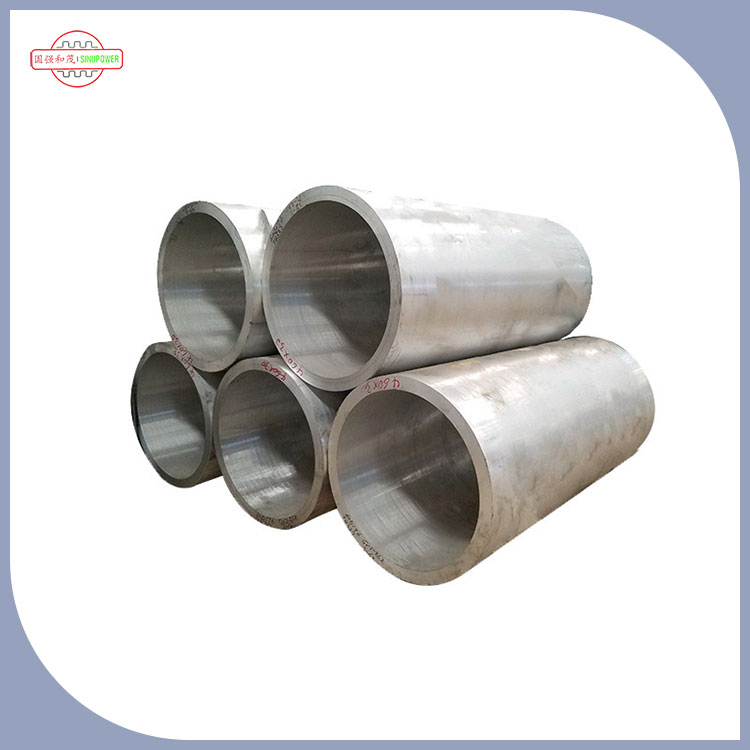
Dificultatea tăierii este concentrată pe caracteristicile secțiunii transversale. Structura asimetrică a tuburilor ovale plate face dificilă asigurarea preciziei unghiului drept a metodei tradiționale cu dimensiuni unice. Dacă abaterea unghiului de tăiere este mai mare de 1 °, decalajul îmbinării fundului va depăși 0,5 mm, afectând rezistența la sudare. În plus, atunci când grosimea peretelui tubului (de obicei 2-5mm) este inegală, supraîncălzirea locală și deformarea sunt predispuse. Mai ales în procesarea materialelor din oțel inoxidabil, temperatura ridicată va provoca formarea unei scări de oxid, crescând costurile ulterioare de măcinare.
Selecția de scule trebuie să corespundă materialului și specificațiilor. Pentru tuburile ovale plate cu oțel cu conținut scăzut de carbon, se recomandă tăierea plasmatică (curent 80-120A), cu o viteză de tăiere de 10-15mm/s, iar eroarea de verticalitate a secțiunii poate fi controlată la 0,3 mm/m; Pentru materialele din oțel inoxidabil, este preferată tăierea cu laser (putere 500-1000W), ceea ce realizează procesarea fără contact prin grinzi de lumină cu energie mare transmisă de fibră optică, cu o zonă afectată de căldură de <0,1mm pentru a evita coroziunea intergranulară. Tuburile cu pereți subțiri (grosime <3mm) pot utiliza tăierea sârmei CNC cu o precizie de ± 0,01mm, care este potrivită pentru procesarea componentelor de precizie.
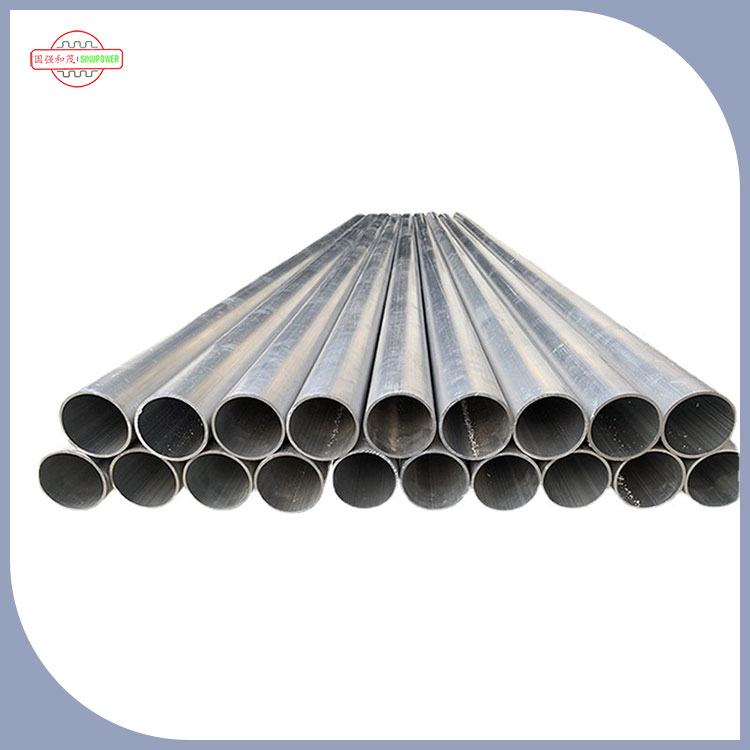
Procesul de operare se concentrează pe poziționare și setarea parametrilor. Înainte de tăiere, armăturile de țeavă trebuie să fie fixate de corpuri pentru a se asigura că linia de tăiere este perpendiculară pe axă (abaterea ≤0,5 °), iar forța de prindere a corpului este controlată la 5-10MPa pentru a preveni deformarea; În timpul tăierii plasmatice, duza este păstrată la 3-5 mm distanță de peretele conductei, iar presiunea gazului (aer sau azot) este setată la 0,6-0,8MPa pentru a evita divergența arcului; Tăierea cu laser trebuie să regleze poziția de focalizare în funcție de grosimea peretelui, iar focalizarea conductelor cu pereți groși este reglată până la 1/3 din peretele conductei pentru a îmbunătăți penetrarea tăierii.
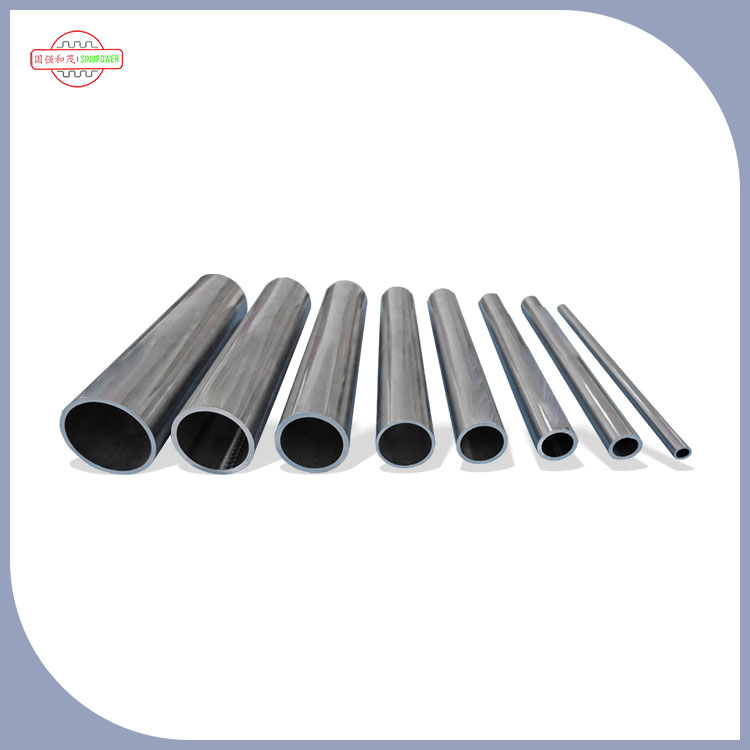
Prelucrarea ulterioară afectează calitatea finală. După tăiere, este necesară o râșniță unghiulară (cu o roată de măcinare de 120 de gri) pentru a îndepărta burr-urile pentru a face rugozitate în secțiune transversală RA≤12.5 μm; Țevile din oțel inoxidabil trebuie să fie pasivate (cufundate în soluție de acid nitric timp de 10-15 minute) pentru a preveni rugina pe tăietură. Pentru scenele cu cerințe de înaltă precizie (cum ar fi ansamblul conductei de evacuare auto), abaterea unghiului drept trebuie detectată de un instrument de măsurare cu trei coordonate pentru a se asigura că acesta respectă standardul de toleranță de ± 0,1 °.
Tăierea unghiurilor drepte pe fTuburi ovale latNecesită luarea în considerare atât a performanței echipamentelor, cât și a detaliilor procesului. Prin poziționarea precisă, optimizarea parametrilor și procesarea ulterioară, se poate obține o secțiune transversală netedă și un efect precis de procesare a unghiului, oferind o garanție de bază pentru etanșarea și rezistența structurală a conexiunii conductei.